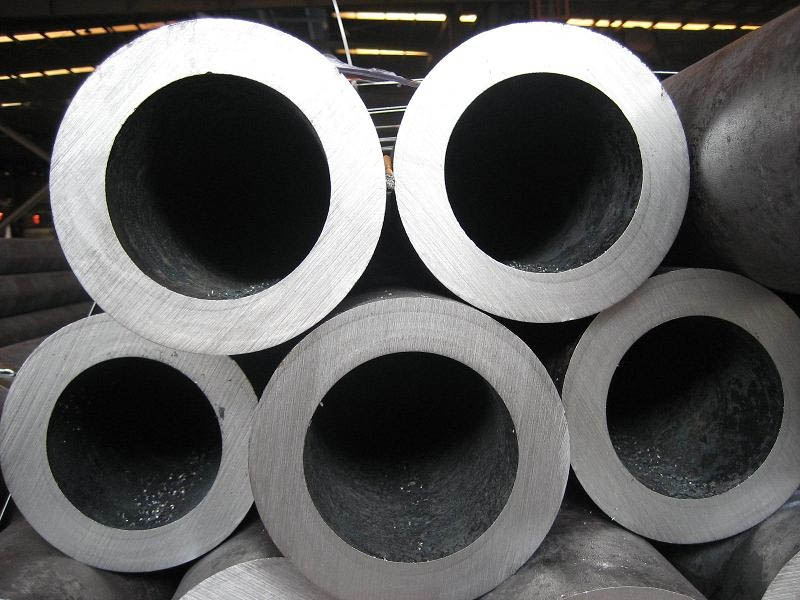
Kalın duvarlı çelik boru üreticisinin stoğu

Kalın duvarlı çelik boru ile ince duvarlı çelik boru arasındaki en büyük fark, çelik boru duvarının kalınlığında yatmaktadır. Genel olarak konuşursak, ince cidarlı çelik borular soğuk çekme teknolojisi, kalın cidarlı çelik borular ise genellikle sıcak haddeleme teknolojisidir. Ölçüm birimi ile ayırt edilirse, genellikle et kalınlığının / boru çapının 0,05'e eşit olduğu, kalın cidarlı çelik boru ile ince cidarlı çelik boru arasındaki havza olduğu kabul edilir, Et kalınlığı / boru çapı 0,05'ten küçük olan ince cidarlı çelik boru ve çapı 0,05'ten büyük olan kalın duvarlı çelik boru. Uygulama açısından ince cidarlı çelik boru daha çok boru üzerinde kullanılmaktadır. Kalın duvarlı çelik boru çoğunlukla içi boş parçaların boşluğunda kullanılır. Basınç taşıyan ve önemli boru hatlarında kullanılır.
Çin'de yaygın olarak kullanılan malzemeler şunlardır: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 00cr19ni11, 1Cr18Ni9, 0cr18Bni11nb, Q345A, Q345, Q345A, Q345A L290, X42, X46, X70, X80.
Kalın cidarlı çelik boruların kaynağında önce kaynaklı birleşim yerlerindeki yağ, boya, su, pas vb. pislikleri temizleyip, ardından et kalınlığına göre oluklar açın. Kalın olanlar daha büyük açılacak ve ince olanlar daha küçük açılacak (açılı taşlama) ve ardından ürünler arasındaki boşluk genellikle kaynak çubuğunun veya kaynak telinin çapının 1-1.5 katı kadar olacaktır. Oluk yanlışlıkla daha büyük açılırsa, daha küçük rezerve edilebilir. Punta kaynağı en az üç noktada yapılacaktır. Genellikle dört noktada çalışmak daha kolaydır. Kaynak yaparken yarı kaynaklı olmalıdır. Başlangıç noktası, alt noktanın yaklaşık 1 cm yukarısında olmalıdır, böylece birleşim karşı taraftan yapılabilir. Çelik boru duvarı kalın ise, en az iki kat olmak üzere katmanlanmalıdır. İkinci katman, ancak birinci katman bir bütün daire içinde kaynaklandıktan sonra kaynaklanabilir.
Yuvarlak boru boş → ısıtma → delme → üç rulo çapraz haddeleme, sürekli haddeleme veya ekstrüzyon → boru sıyırma → boyutlandırma (veya küçültme) → soğutma → doğrultma → hidrostatik test (veya kusur tespiti) → işaretleme
Çelik borunun et kalınlığı 12,5 mm'den fazla olmadığında, kaynak takviyesi 3,0 mm'den fazla değildir; Çelik borunun et kalınlığı 12,5 mm'den büyük olduğunda, kaynak takviyesi 3,5 mm'den büyük olmayacaktır.
Nominal dış çapı 168,3 mm'den fazla olmayan çelik boru, düz veya tedarikçi ve alıcı tarafından kararlaştırılan bükülme indeksine göre olacaktır.
Nominal dış çapı 168,3 mm'den büyük olan çelik borular için eğrilik, çelik borunun toplam uzunluğunun %0,2'sinden fazla olmayacaktır.
Boru ucunda duvar kalınlığı 4 mm'den fazla olan çelik boru için, boru ucu 30 ° + 5 ° 0 ° yiv, 1,6 mm ± 0,8 mm kök ile işlenebilir ve boru ucu eğimi veya 5 mm'ye eşittir.





